


Arrival damage, wet containers or changes in SKU specifications often occur during the warehousing process for FMCG. How to optimize the production line layout and quickly arrange personnel for repackaging while balancing quality and efficiency has become a "basic skill" that every logistics enterprise must master proficiently.
Shanghai Shufeng Logistics Technology Group Co., LTD. (hereafter referred to as "Shufeng Logistics"), is a practitioner of lean concept. In the repackaging scenario for FMCG of a warehouse in Shanghai. Shufeng Logistics has effectively improved line balance and increased work efficiency by 20% through process content analysis, man-hour optimization, working conditions improvement, ECRS rule and other methods. It greatly solved the common problem of process accumulation, and ultimately reduced the attendance time of the workers.
Line balance is an important index to measure any production line, including repackaging operations, if the line balance rate is low, the production line must not be continuous enough, and the products in process between processes are overstocked. Therefore, in the production line design, the related matters of line balance rate are particularly important.
In the practice of Shufeng logistics, in order to effectively improve the line balance rate, the following points need to be done:
1. Standard Time (ST) determination of each process
Without accurate Standard Time, it is impossible to calculate the line balance, and it is not known how to allocate the human resources and equipment resources required by each process. ST is the basic data that a production line must have. In Figure 1, Shufeng Logistics defines ST in detail from four processes: coding, folding, folding and loading, sealing and stacking.
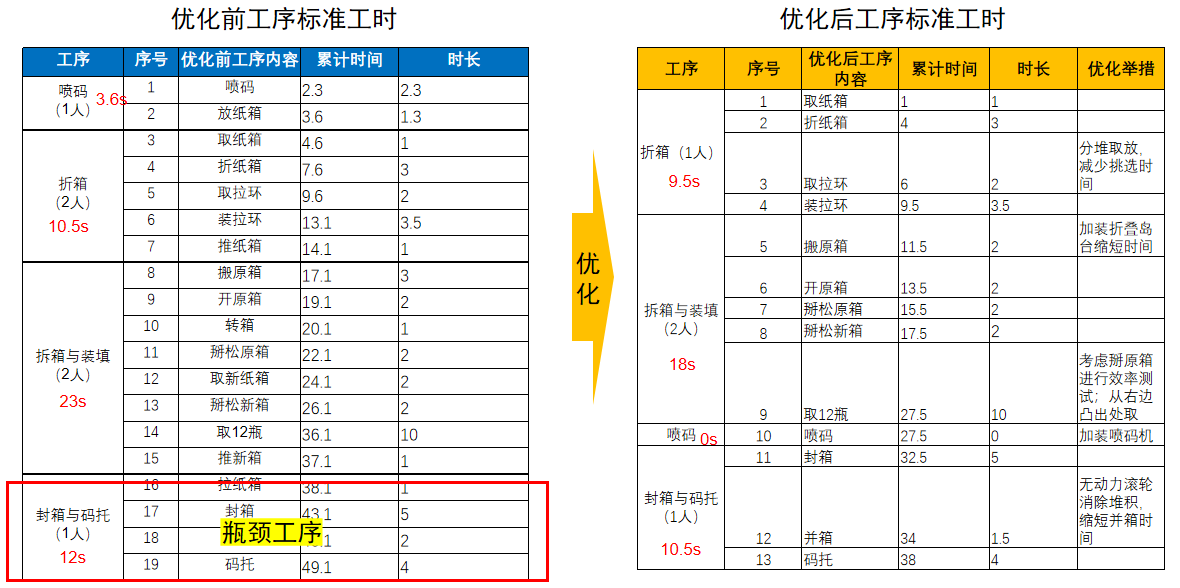
Chart 1: Repackaging process ST before and after optimization
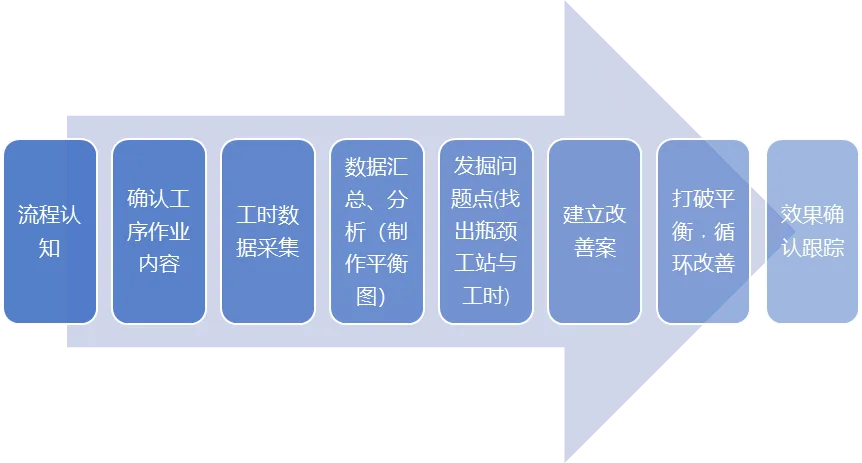
2. Identify the bottleneck process
Just like the "law of the barrel", how much water a barrel can hold does not depend on the tallest board on the wall of the barrel, but precisely on the shortest board on the wall of the barrel. The barrel can only be filled with water if all the boards on the wall are high enough. Therefore, it is necessary to find the "shortest board" and make it longer to improve the overall line balance rate.
And this "shortest wood" in the production line is called the Bottle neck process ,which is the least productive process.
Note that the lowest production efficiency here does not mean that the longer the ST, the number of work stations in the process should be taken into account.
For example, A process (folding and loading) ST: 23s Number of working stations: 2
B process (sealing and stacking process) ST: 12s Number of work stations: 1
It can be calculated:
The hourly production PPH of process A is: 313;
The PPH of process B is 300, so in the production line, B is the bottleneck process.
3. Eliminate bottleneck processes and improve line balance
From the point of view of a single process, the type of work can be distinguished according to the action, by eliminating non-value-added operations (redundant actions), in order to improve the efficiency of a single process, in this case, the drawing, placing and turning of excess actions in the coding, unpacking and sealing links.
From the perspective of the whole process of repackaging including multiple processes, we use ECRS tools to cancel, merge, rearrange and simplify the operation content of four processes to improve the efficiency of the process. Here, we merged and simplified the printing process, used automatic printer instead of manual, and through simple equipment such as folding desk and non-power roller line body, the line balance rate was increased from 67% to 92% on the basis of optimizing the overall working time by 22.6%, and reduced 2 workers.
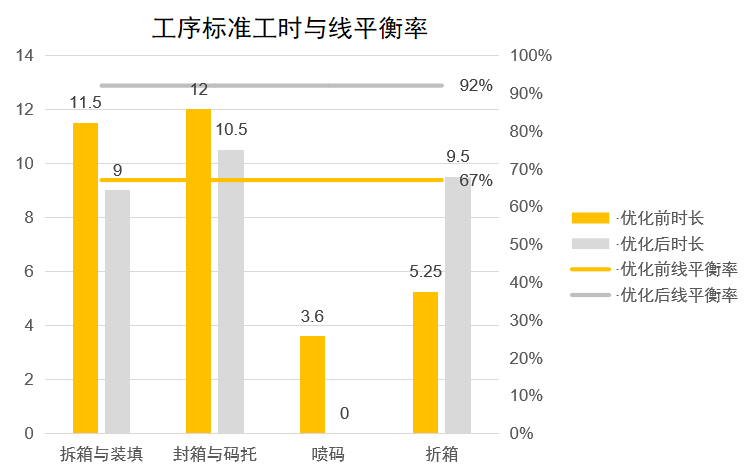
Chart 2: Line balance optimization
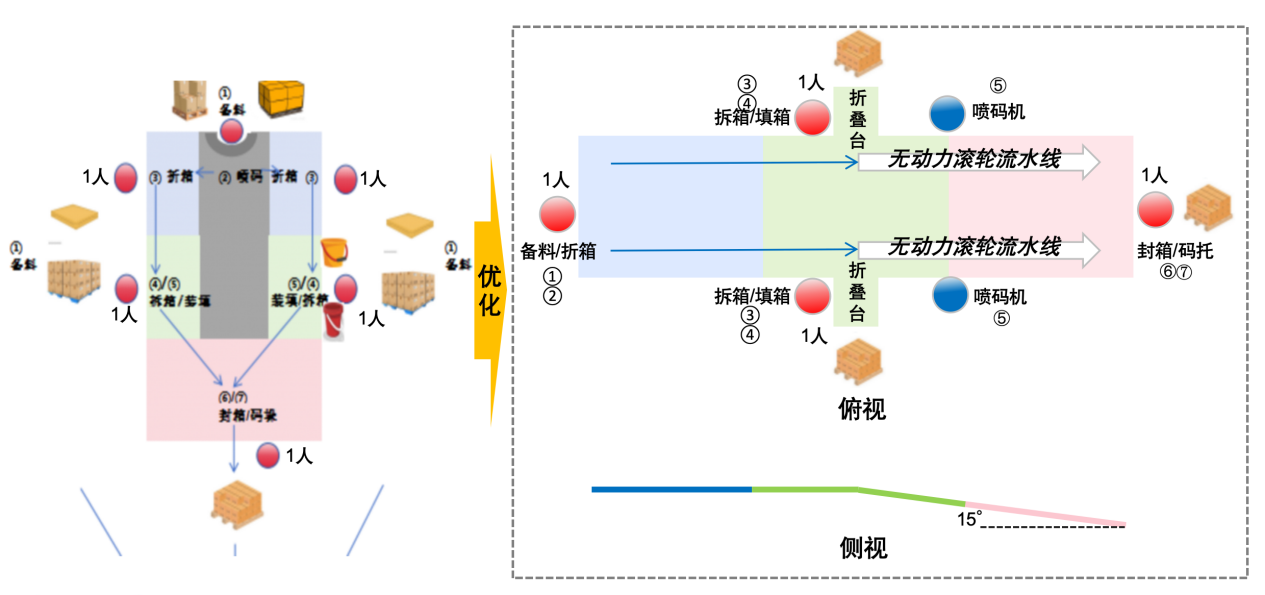
Chart 3: Comparison of work flow before and after optimization
Finally, what else can we gain by improving line balance?
1. Shorten the time of repacking, increase the output per unit time, and reduce the production cost;
2. Reduce unfinished products between processes and reduce site occupation;
3. Reduce the preparation time between processes and shorten the production cycle
4. Eliminate employee waiting and improve employee morale;
5. Change the traditional small-batch extensive operation mode to make it reach a standard operation flow
6. It can stabilize and improve product quality.
(Author: Shufeng Shanghai WJ Warehouse Manager)
